

NEWS
- 電 話:400-1066-540
- 網(wǎng) 址:http://www.34567890.cn/
- 地 址:新鄉(xiāng)市紅旗區(qū)道清路5號(hào)
巴山公司HB5513-20×2.5×12螺套J成本改善案例
來(lái)源:新鄉(xiāng)巴山航空技術(shù)股份有限公司發(fā)布時(shí)間:2021-10-14
2021年是巴山公司變革發(fā)展的關(guān)鍵之年,是“十四五”開(kāi)局之年,巴山公司全體干部員工用實(shí)際行動(dòng)踐行“客戶至上奮斗為本”的價(jià)值觀,讓精益之光照亮巴山高質(zhì)量發(fā)展之路。
公司將在微信公眾平臺(tái)“巴山力量”開(kāi)設(shè)專欄,分享巴山人在精益變革中的做法、階段性成果、案例及涌現(xiàn)出的人物事跡。
標(biāo)簽:在制品環(huán)節(jié)
解決問(wèn)題:在制品庫(kù)存
改善成果:在制品庫(kù)存時(shí)間由153.08H降至33.58H
現(xiàn)狀把握
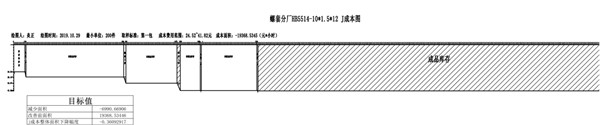
HB5513-20×2.5×12規(guī)格螺套主要用于汽車行業(yè),年發(fā)貨量大,月需量較為穩(wěn)定,但產(chǎn)品生產(chǎn)周期較長(zhǎng),一旦市場(chǎng)出現(xiàn)波動(dòng),易造成庫(kù)存積壓。通過(guò)繪制產(chǎn)品J成本圖,HB5513-20×2.5×12規(guī)格螺套J成本為12,229元*H,產(chǎn)品從領(lǐng)料到發(fā)貨整個(gè)周期時(shí)間為165.59H,在制品等待時(shí)長(zhǎng)為153.08H,占比為92.45%,其中:軋絲在制品等待、繞套在制品等待、修套在制品等待時(shí)間分別占比25.70%、29.62%和20.49%。
問(wèn)題分析
1.軋絲產(chǎn)量高于繞套工序?qū)α庑谓z的需求量,導(dǎo)致絲材積壓。
2.繞套工領(lǐng)取菱形絲沒(méi)有按照先 進(jìn)先出的原則,部分菱形絲庫(kù)存時(shí)間較長(zhǎng)。
3.修套工序是手工干活,且該螺套屬于大規(guī)格,工作效率較低。
4.軍品生產(chǎn)任務(wù)重,大量軍品螺套等待修套。
5.發(fā)貨需求沒(méi)有其他規(guī)格急迫,優(yōu)先安排其他規(guī)格螺套著色,導(dǎo)致等待時(shí)間過(guò)長(zhǎng)。
6.螺套著色前準(zhǔn)備工作較多,需要占2個(gè)小時(shí),影響上班期間的著色產(chǎn)量。
改善內(nèi)容
1.菱形絲領(lǐng)用實(shí)行先 進(jìn)先出的原則,按照軋制好的順序擺放,并按需進(jìn)行領(lǐng)用。
2.軋絲生產(chǎn)按照繞套工序生產(chǎn)節(jié)拍進(jìn)行,即軋絲機(jī)處只能放置一盤菱形絲,待繞套工領(lǐng)取后才能再次軋制,否則軋絲機(jī)必須待機(jī)。
3.技術(shù)跟進(jìn),解決該規(guī)格螺套不能直接生產(chǎn)成品的問(wèn)題,去掉修套工序,繞套工序完成后直接進(jìn)入著色工序。
4.槽液更換時(shí)間由上班剛開(kāi)始后改為下班之前,驗(yàn)證無(wú)問(wèn)題后,固化到工藝規(guī)程中。
5.分廠根據(jù)周發(fā)貨計(jì)劃進(jìn)行著色任務(wù)安排,并張貼在看板上進(jìn)行可視化,減少著色工序之前的時(shí)間等待浪費(fèi)。
改善成果
產(chǎn)品J成本下降超過(guò)50%,產(chǎn)品收益力由16911PPM提升至48681PPM,在制品庫(kù)存時(shí)間由153.08H降至33.58H。

員工感悟
J 成本理論利用圖表的形式將產(chǎn)品全生命周期的等待時(shí)間予以顯性化,可以使管理者清晰的發(fā)現(xiàn)生產(chǎn)過(guò)程中的斷點(diǎn)。進(jìn)而通過(guò)采取提升產(chǎn)品流轉(zhuǎn)頻次、降低工序間庫(kù)存等待等措施,達(dá)到公司收益率增加的目的。——炎正
領(lǐng)導(dǎo)點(diǎn)評(píng)
經(jīng)營(yíng)的初心和原點(diǎn)是現(xiàn)金流,J成本理論能夠使我們快速地發(fā)現(xiàn)傳統(tǒng)生產(chǎn)管理中的薄弱點(diǎn),并通過(guò)改善予以提升資產(chǎn)的運(yùn)營(yíng)能力,提升企業(yè)的核心競(jìng)爭(zhēng)力。——毛盡國(guó)
下一個(gè): 新鄉(xiāng)巴山航空技術(shù)股份有限公司清潔生產(chǎn)審核主要污染物排放情況信息公示



 豫公網(wǎng)安備 41070202001612號(hào)
豫公網(wǎng)安備 41070202001612號(hào) 掃描進(jìn)入手機(jī)站
掃描進(jìn)入手機(jī)站